Flanges - General Information
A Flange is a method of connecting pipes, valves, pumps and other equipment to form a pipework system. It also provides easy access for cleaning, inspection or modificafication. Flanges are usually welded or screwed into such systems and then joined with bolts (number of bolt holes in a flange).
Flange Types
Weld Neck
| This flange is circumferentially welded into the system at its neck which means that the integrity of the butt welded area can be easily examined by radiography. The bores of both pipe and flange match, which reduces turbulence and erosion inside the pipeline. The weld neck ls therefore favoured in critical applications. |
|
 |
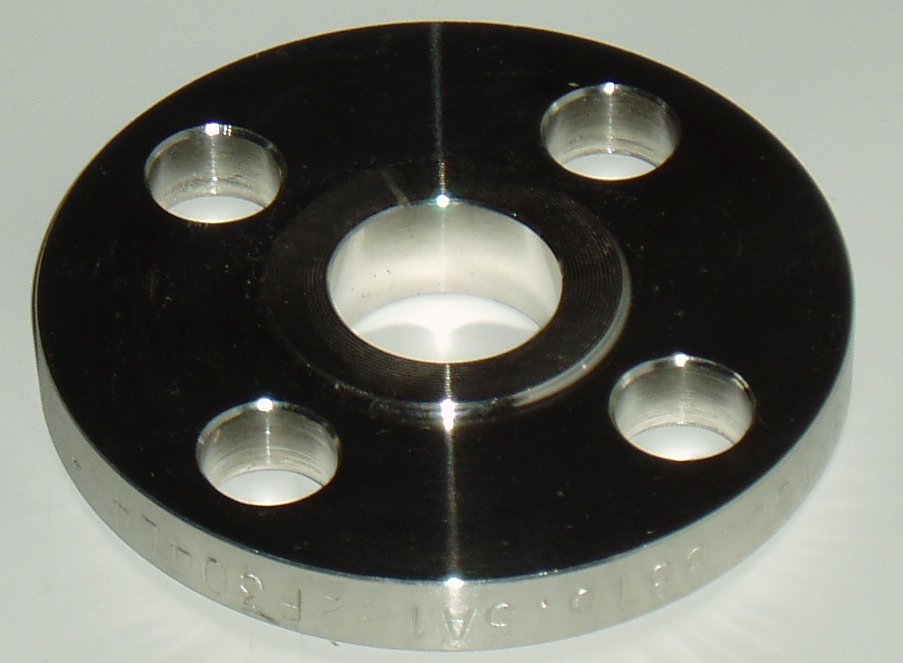
Slip-on
| This flange is slipped over the pipe and then fillet welded. Slip-on flanges are easy to use in fabricated applications. |
|
 |
Blind
| This flange is used to blank oft pipelines, valves and pumps, it can also be used as an inspection cover. It is sometimes referred to as a blanking flange. |
|
 |
Socket Weld
| This flange is counter bored to accept the pipe before being fillet welded. The bore of the pipe and flange are both the same therefore giving good flow characteristics. |
|
 |
Threaded
| This flange is referred to as either threaded or screwed. It is used to connect other threaded components in low pressure, non-critical applications. No welding is required. |
|
 |
Lap Joint
| These flanges are always used with either a stub end or taft which is butt welded to the pipe with the flange loose behind it. This means the stub end or taft always makes the face. The lap joint is favdured in low pressure applications because it is easily assembled and aligned. To reduce cost these flanges can be supplied without a hub and/or in treated, coated carbon steel. |
|
 |
Ring Type Joint
| Ring Type Joint |
| This is a method of ensuring leak proof flange connection at high pressures. A metal ring is compressed into a hexagonal groove on the face of the flange to make the seal. This jointing method can be employed on Weld Neck, Slip-on and Blind Flanges. |
|
 |
Butt Weld Fittings
Introduction
A pipe fitting is defined as a part, used in a piping system to change direction or function, which is mechanically joined to the system. Probably the simplest way to achieve this end would be to bend the pipe in the direction required, but this process will stretch and thin the outer wall whilst thickening and wrinkling the inner wall. This results in flow resistance and accelerated wall erosion.
A second method sometimes used is a mitred joint, where pipes are cut to the correct angle and welded together to achieve the desired change. Whilst the cross-section area and wall thickness are maintained a great deal of efficiency is lost due to friction and turbulence resulting from the severe changes in direction; for example a single-mitred bend offers about six times the resistance of a swept elbow.
For these reasons swept fittings are preferred on most piping systems, particularly where internal pressure, flow and corrosion are major considerations.
Types & Applications Of Butt Weld Fittings
A piping system using Butt Welding Fittings has many inherent advantages over other forms.
- Welding a fitting to the pipe means that it is permanently leakproof.
- The continuous metal structure formed between pipe and fitting adds strength to the system.
- Smooth inner surface and gradual directional changes reduce pressure losses, turbulence and minimises the action of corrosion and erosion.
- A weided system utilises a minimum of space.
90° Elbows
|
The function of an elbow is to change direction of flow in a piping system. Elbows are split into three groups, which define the distance over which they change direction, which is expressed as a function of the distance from the centre line of one end to the opposite face. This is known as the centre to face distance and is equivalent to the radius through which the elbow is bent.
|
Long Radius Elbow
The most common is the long radius (L.R.) elbow where the centre to face dimension (A) is always 1% times the nominal pipe size of the elbow.
Short Radius Elbow
In this case the centre dimension (A) is the same as the nominal pipe size of the elbow.
Extra Long Radius
This is where the centre to face dimension is longer than the standard long radius type. The most common of these is where the centre to face dimension is three times the nominal size, i.e. 3D. |
|
 |
45° Elbows
| The function of a 45° elbow is the same as a 90° elbow, but the measurement of dimensions is different to that of the 90° elbow. The radius of a 45° elbow is the same as the radius of the 90° L.R. elbow where ‘R’ equals 14D. However, the centre to face dimension is not equivalent to the radius as in 90° L.R. elbows. This is measured from each face to the point of intersection of the centre lines perpendicular to each other. This is due to the smaller degree of bend. |
|
 |
180° Return Bends
| The function of a 180° return is to change direction or flow through 180° and there are two basic types, long radius and short radius. Both types have a centre to centre dimension double the matching 90° elbow. The primary applications for these fittings is in heater coils and heat exchangers. |
|
 |
Eccentric & Concentric Reducers
|
The functions of both types of reducer is to reduce the line from a larger to a smaller pipe size, this obviously results in an increased flow pressure. With the eccentric reducer the smaller outlet end is off centre to the larger end enabling it to line up with one side of the inlet and not with the other.
The concentric reducer is so manufactured that both inlet and outlet ends are on a common centre line. The concentric type is easier and less expensive to produce but does not allow quite the same versatility as the eccentric reducer. The lengths of both types are fixed by manufacturing standards.
|
|
 |
Equal & Reducing Tees
The function of a tee is to permit flow at 90° to the main direction of flow. The main flow passes through the ‘run’ whilst the 90° outlet is known as the ‘branch’. The equal tee is manufactured with all three outlets being the same size.
The reducing tee is manufactured with the branch outlet smaller than the run to obtain the desired flow and pressure through the system.
|
|
 |
Equal & Reducing Crosses
| The function of a cross is similar to that of a tee with the exception of providing two 90° outlets opposite each other. Equal crosses have all four outlets of equal size. Reducing crosses have branches that are smaller in size to that of the run to obtain the desired flow and pressure through the system. |
|
 |
Caps
| The function of an end cap is to block off the end of a line in a piping system. This is achieved by placing the end cap over the open line and welding around the joint. |
|
 |
Lap Joint Stub Ends
A lap joint stub end and its associated slip on fiange in a piping system allows quick disconnection of the particular section involved. Stub ends are installed in pairs and mated together with two lap joint flanges. The surface of the stub end has a phonographic serrated gasket surface which prevents leakage at the joint. Using stub ends allows sections of the line to be opened for cleaning, inspection or quick replacement etc, without the need to re-weld.
There are two basic types of stub end, A.S.A. long barrel, and M.S.S. short barrel. Under certain design criteria such as temperature or pressure etc, it is not acceptable to have the joint between stub end and pipe in close proximity with the flange joint; in these applications A.S.A. types are used.
|
|
 |
 gbp
gbp
 usa
usa euro
euro